
新能源汽车中聚丙烯制品应力发白的分析与改善
刘双仕1,邓宁2,吴国勇3,陈璟4,周金卿5,6
1 广西鑫深科技有限公司,广西 柳州 545006;
2 柳州城市职业学院 机电与汽车工程系,广西 柳州 545036;
3 广西科技师范学院食品与生化工程学院,广西 来宾 546100;
4 柳州职业技术学院 机电工程系,广西 柳州 545005;
5 柳州市豪杰特化工机械有限责任公司技术中心,广西 柳州 545005;
6 柳州蓓蒂芬科技有限公司技术中心,广西 柳州 545000)
摘要:介绍聚丙烯注塑制品应力发白的定义、产生的机理、产生的原因,分别从调整注塑工艺、更改模具结构设计、对材料进行改性三个方面进行阐述改善应力发白问题。
关键词:应力发白;聚丙烯;改性;注塑工艺
Summary: Introduction of The polypropylene injection molding products white stress definition,generation mechanism,causes,From the adjustment of injection molding process,change mold structure design, materials were modified by three aspects elaborated improved stress whitening problem mold materials to eliminate or reduce stress whitening
Keyword:stress whitening;polypropylene;Modified;strength;Injection molding process
1 概述
塑料制品的成型是一个复杂的多因素耦合作用的动态加工过程,其过程中的每一个因素都对塑料制品的质量产生重要影响,其中制品由于受外应力作用而引起发白是影响制品质量的关键因素之一。应力发白不仅影响制品的表观质量,严重时还会引起制品结构变形或者开裂。一般来说,塑料制品的局部受应力过大容易产生应力发白,在没有形变的条件下弯曲至超出其屈服点或其他不导致其变形的方法也会产生应力发白。聚丙烯合金及填充聚合物等塑料制品在使用过程中受到拉伸、弯曲、冲击等外力作用时经常会出现发白现象。
应力发白的定义大致有两种:一、聚合物材料在应力作用下局部发白,这种现象叫应力发白;二、认为聚合物材料在应力作用下产生大量银纹,银纹区内折光指数降低而呈现一片银白色;这种现象叫应力发白,该定义将应力发白现象等同于银纹现象,与前一种定义的区别在于前者并不认为应力发白区就一定是银纹区。应该说第一种定义更具有普遍意义。
在塑料工业上,聚丙烯塑料制品尤其是透明聚丙烯制品最容易出现应力发白现象,以至于应力发白几乎成为鉴别聚丙烯的本质特征。为降低其发白的程度,提高制品的表观质量,许多研究人员进行了大量的研究和探索。本文针对聚丙烯体系注塑制品应力发白的产生与改善进行了综述。
2 应力发白的产生
一般来说,聚丙烯制品从生产、存放、装配到使用过程中,总共会受到四种应力。一、制品自身的存在的内应力;二、在制品顶出时,顶针或顶出机构会对部件施加一个顶出应力;三、部件离开模具后,还会后结晶,在八个小时内最为剧烈,结晶导致材料收缩而再产生一个收缩应力;四、制品在装配及使用时,外界对制品施加的一个外应力。
如果内应力足够大,制品在脱模时不仅立即产生顶出发白,而且还会产生应力拉白;如果内应力和顶出应力的总和达到引起发白的临界值,制品在脱模时会立即产生顶白;如果内应力和顶出应力的总和没有达到引起发白的临界值,制品在脱模时不会发白;如果内应力、顶出应力以及收缩应力的总和达到引起发白的临界值,那么制品脱模时不发白,但是后结晶后则会出现发白。如果内应力、顶出应力以及收缩应力的总和均没有达到引起发白的临界值,制品不会产生发白;但是在外应力作用达到其临界值,也会导致制品发白。
应力发白产生后,一般有两种情况:一、由于受到较大的应力剪切而导致分子链断裂(银纹已经发展到出现裂纹),这种情况无法恢复,出现此种情况无论之后对制品进行如何处理都不能使发白现象消除或者减轻;二、如果分子链并没有断裂,只是被拉伸。此种情况只要将制品静置一段时间或直接进行退火处理是可以使制品表面恢复成原样。
3 应力发白的机理及影响因素
3.1 应力发白的机理
应力发白是指材料在应力作用下产生大量的微裂纹聚集区(根据应力发白程度大小和发生区域,可能包括一定数量的银纹、裂纹和微孔),由于此区域折光指数降低而呈白色的一种现象(即应力发白是产生微裂纹、微孔或银纹化的结果)。微裂纹是指因为应力而在材料内部产生的包括银纹和裂纹和空穴等一些不同种类的缺陷。塑料工业发展至今,虽然人们对有些塑料制品应力发白现象的实验解释尚不能令人十分满意,但是这个原理还是得到大家普遍接受的。
3.2 应力发白的影响因素
材料的不同,甚至同种材料的不同应用都会产生不同应力发白现象,需要具体分析,比如聚丙烯的应力发白以银纹和裂纹为主,且应力发白是产生在银纹产生部位,而聚甲基丙烯酸甲酯(PMMA)的应力发白与银纹是产生在不同部位的。同样是聚丙烯,注塑件应力发白与聚丙烯薄膜的应力发白产生机理都各有不同。非均相聚合物如高分子合金、填充聚合物、结晶聚合物等比均相聚合物如均聚聚丙烯等更容易产生应力发白现象。制品的透明度越高,越容易应力发白。
制品受应力大小以及作用速率、应变的程度、受到压力的大小都会影响应力发白的程度。且对于含有填料的非均相材料,影响因素更多,填料的分散性、粒度、处理情况,材料体系各组分的相容情况等都是影响应力发白变化的因素。
4 应力发白的改善
应力发白的改善,目前主要是通过对调整注塑工艺,合理的更改模具结构设计,原材料进行改性这三个方面综合考虑改善制品的耐应力发白现象。
4.1 调整注塑工艺
在制品的生产过程中注塑工艺的调节影响制品的应力发白性能,主要是通过调整注塑工艺的保压压力、保压时间、模温、顶杆顶出速度等来尽可能的减小制品成型时内应力以及制品脱模时的顶出应力。针对制品不同的发白原因,可以采取不同的方式解决。熔体和模具温度相差过大,使得塑件中残余应力加大,在受局部力时易出现顶白,适当降低熔体温度,减小熔体和模具间温差。若冷却时间太短,塑件内的应力难以充分平衡,当局部受力过大时,即产生顶白现象,改善的办法是适当延长冷却时间。注射压力太大,塑件中的残余应力也大而导致顶白,可适当降低注射压力。保压压力太大,注塑制品的内应力较大,在受到较大顶杆力作用时,易产生顶白现象,对此,在保证没有缩印的情况下,可适当降低保压压力。如果保压时间太长,也易产生残余应力,而出现顶白,可以通过缩短保压时间解决。顶杆的顶出速度,顶出压力过大、顶杆顶出时制品受力不平衡,一样极易导致该部位顶白。这时可以通过尽可能的降低顶出速度来改善顶白。
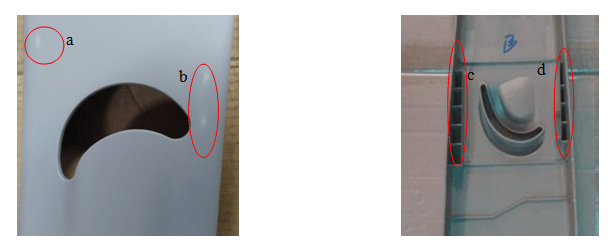
某项目的车门立柱成型后转序至缓存装配区内存放,装配发货时发现,该产品中部两边筋条位置(如:图1)存在批量发白现象,分析原因:由于此前均未出现过此问题,因此认为注塑工艺不恰当导致而成型产品内应力比较大,当产品自然冷却时,收缩应力与内应力释放的引起发白现象。注塑工艺调整方面,适当的提高模温、降低注射压力、保压压力,降低顶出速度,合理的延长冷却时间。以此来减小制品的内应力,改善应力发白现象。
|
|
|
|
|
|
图1 立柱存放发白的图片及分析
(a)、(b) 为发白的位置靠近不规则椭圆孔位;
(c)、(d) 为发白位置的背面筋条(薄、厚度不均)
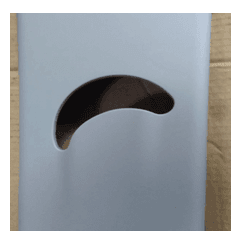
图2 调整注塑工艺后
4.2 更改模具结构设计
合理的模具结构设计能更好的改善制品的应力发白现象。如:模具型腔的表面比较粗糙,使得脱模阻力加大,而导致顶白,应降低型腔内表面粗糙度;顶杆设计在塑件的薄弱处,将会加剧顶白现象发生,应将顶出装置置于壁厚处;模具的脱模斜度过小,使塑件的脱模阻力增大,在顶出时塑件所受的力也增大,易发生顶白现象,应适当增加脱模斜度;为了提高顶出部位的强度,可对此处进行局部强化,从结构上和壁厚上进行强化;顶杆与塑件的接触面过小,塑件局部应力很大,使之产生顶白;应适当加大推杆端部的截面积;对有型芯的塑件,脱模较困难,也易发生顶白,要释放型芯与塑件间的真空状态,可在型芯内装气阀来释放真空。
某项目的车门立柱发现某一位置易发白,发白位置位于卡扣座处。卡扣座连接处为了避免正表面缩印设计得较薄,且卡扣座表面粗糙,四周有明显划伤的痕迹,无加强筋支撑。连接处的倒角为直角过渡(如:图3、图4)。改善方法为对卡扣座处的顶杆、型腔进行抛光处理,适当增加加强筋、对卡扣座连接处采用圆角过渡且局部加厚一些发白严重的位置。该问题得以解决。
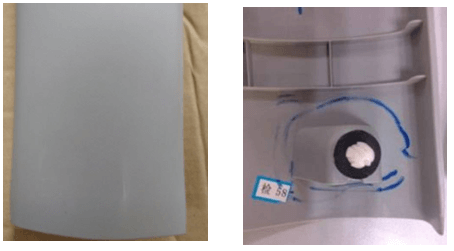
图3:应力发白的故障件及背部卡扣座结构
|
|
|
|
|
|
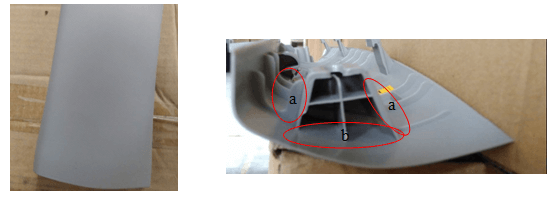
图4:改善后的零件及背部卡扣座
(a) 增加加强筋;(b) 卡扣座连接处局部加厚并将直倒角改为圆角
4.3 聚丙烯材料的改性
一般情况下,聚丙烯制品都不是单一的组分,而是以聚丙烯为基料与其他辅助材料共混而成的复合材料。对材料的进行改性,即在聚丙烯材料体系中添加某些助剂,如:成核剂、遮盖剂、相容剂、弹性体、引发剂等。通过提高材料的刚性、强度、硬度、相容性、回弹性等来改善材料体系的抗应力发白性能。
有研究表明,添加聚丙烯与不饱和羟酸或者酸酐的接枝聚合物作为相容剂,如:POE-g-MAH;PP-g-MAH等,提升聚丙烯复合材料各相的界面粘结力,当聚丙烯材料体系受到外力的冲击剪切时,各相不易从聚丙烯体系内剥离,可改善抗应力发白性能。
添加少量的成核剂提高材料强度和刚性,强度和刚性是指对银纹断裂的抵抗能力。制品强度越高,就越不容易被拉伸或弯曲,即提高发生应力发白的临界值,使得顶出应力以及外应力作用均不能是制品产生更多的银纹。有研究表明通过添加0.1%~3%的二山梨糖醇(3,4-二甲基二苄叉)作为成核剂增强聚丙烯材料体系的成核结晶能力,提高聚丙烯基体的结晶度,提高材料的表面硬度,进而降低聚丙烯基材由于取向而形成内应力,从而提升聚丙烯材料抗应力发白的性能。
添加钛白粉作为遮盖剂,能进一步提升制品的遮盖力,增加聚丙烯的折光率而进一步降低发白现象。彭南等研究发现,添加0.6%~1%的金红石型的优选粒径为0.2μm~0.25μm二氧化钛,使得可见光线在改性聚丙烯材料体系中表面起反射或散射作用,对聚丙烯材料银纹区内的折光率几乎不产生变化从而减少应力发白现象的产生。
杨磊、刘乐文等使用过氧化二异丙苯作为引发剂,添加量为:0.01%~0.1%;二乙烯苯作为助交联剂,添加量为:0.2%~0.5%。通过化学交联的方法形成部分化学键,达到提高改性聚丙烯材料体系中各项的相互作用力,其各相应力应变速率差别减小,从而提升体系的界面作用力,改善应力发白现象。汪海在通过加入偶联剂和聚丙烯接枝物的前提下,使用添加量1%~5%的氧化锌作为链段促进剂,添加量0.1%~0.5%的过氧化二异丙苯作为链段结合剂发挥桥梁作用,连接了分子链,将链段构架成网络结构,将聚丙烯树脂与无机填料界面紧密结合、不易剥离,更大程度上束缚了无机填料的移动,使制得的聚丙烯复合物在具有良好的耐应力发白性能。
加入弹性体等增韧剂对材料进行增韧改性,提高其韧性及柔顺性,由于形成银纹要消耗大量的能量,银纹能被适当地终止而不致进一步发展成微裂纹,那么它反而又可延迟聚合物的破裂。Hee等研究发现,添加一定量的高密度聚乙烯(HDPE),聚丙烯复合材料应力发白程度减小,通过透射电镜发现,HDPE会被分散相包裹形成“核-壳结构”,增加了分散相的收缩,降低了分散相与基体的界面应力,从而减小材料变形时的应力发白。不同类型的增韧剂对改性聚丙烯的抗应力发白性能的影响也是不同的,笔者曾使用乙烯-丁烯共聚、乙烯-辛烯共聚、乙烯-丙烯共聚三种结构的弹性体作为增韧剂改善聚丙烯体系,发现在相同添加量的情况下,乙烯-辛烯共聚的增韧效果最好,而抗应力发白则是乙烯-丙烯共聚弹性体效果最好。添加量在6%以上乙烯-丙烯共聚弹性体不但可能很好的改善材料的应力发白性能还能改善材料的韧性,添加量在25%以上,能完全消除聚丙烯体系的应力发白现象。
5 结论与展望
迄今为止,针对应力发白机理、影响因素、改善方法等研究报告是比较多的,但是很多理论是从单一方面去研究探讨。而聚丙烯制品的应力发白与原料、注塑工艺、模具结构相互之间都存在联系。单单从某一方面去解决应力发白问题是非常困难的,也不是最行之有效的解决方案。需要注塑厂家、原料厂家、模具构造厂家针对出现应力发白的问题共同去研究及探讨解决。
参考文献
1 陆玉本,梁惠强,乡志来等。应力发白现象及其对聚合物物理性能的影响。塑料科技。2002.4
2 张会轩,鲍晓野,杨海东。塑料的增韧机理。长春工业大学学报。2002.8
3 王淑芬。浅谈塑料制品的应力开裂。中国科技信息。2009.12
4 季根忠,刘维民,齐陈泽等。刚性粒子增韧聚合物机理研究。高分子通报。2005.2
5 任杰,郑震。弹性体与刚性粒子增韧聚合物的研究进展。建筑材料学报。1998.12
6 吕锡慈。高分子材料的强度与破坏。四川:四川教育出版社。1988.3
7 张国庆,尹振燕,张庆杰等。改性聚丙烯抗应力发白性能的研究。塑料工业。2013.9
8 霄佳伟,金滟、康鹏等。聚丙烯应力发白影响因素研究进展。塑料工业。2014.1
9 张文晶,王芸,潘茂植等。聚合物材料应力发白现象研究进展。塑料工业。2012.11
10 周英辉,宁凯军,罗忠富。耐应力发白及应力开裂填充改性聚丙烯及制法和应用。中国,101058655.2007-10-24
11 王爱东,杨霄云,陶四平等。一种耐应力发白聚丙烯组合物及其制备方法。中国,102295808A。2011-12-28
12 王贺宜。一种低应力发白聚丙烯组合物及其制备方法。中国,103131112A。2013-06-05
13 屈国梁,张鹰,张祥福等。一种抗应力发白改性聚丙烯材料及其制备方法。中国,102558689A。2012-07-11
14 汪海。一种抗应力发白填充改性聚丙烯复合材料及其制备方法。中国,103254507A。2013-08-21
15 彭南,黄志杰,罗长令等。一种耐应力发白改性聚丙烯材料及其制备方法。中国,102863697。2013-01-09
16 杨磊,刘乐文,邵华等。一种耐应力发白增强增韧聚丙烯复合物及其制备方法。中国,103881235A。2014-06-25
17 杨桂生,俞飞。抗应力发白剂、添加该剂的聚丙烯复合材料及其制备与应用。中国,103910934A。2014-07-09
18 康兴宾,张鹰、张祥福等。一种耐划痕及抗应力发白聚丙烯复合材料及其制备方法。中国,104558836A。2015-04-29
19 陆玉本,梁慧强、陈大华等。应力发白现象及其对聚合物物理性能的影响。塑料科技。2002.4
20 游茵,欧相麟,杨波等。汽车零部件应力发白原因分析及解决。现代塑料加工应用。2012.5
[基金项目]本文获2016年广西科技计划(合同编号:桂科AC16380013,氧化石墨烯的清洁制备工艺研究及在汽车塑料应用性能评价)、2015年广西高校科研项目(KY2015YB399,物联网中数据融合和安全问题关键技术研究)的资助。
[作者简介]刘双仕(1984-),男,汉族,广西贺州人,高分子材料与工程专业,大学本科,主要从事汽车用改性复合材料(塑料方面)的研制与开发。
[通讯作者]陈璟(1984—),女,汉族,广西柳州人,材料加工工程专业硕士,讲师,主要从事流体分析CFD、模具优化设计等研究,1936307477@qq.com。
